Fine Blanking
Fine Blanking
It refers to Precision blanking. It includes strong blank holder precision blanking, opposite die precision blanking and plane blank holder precision blanking. Automobile fine stamping parts are mainly produced by strong blank holder and precision blanking. The geometric shape, dimensional tolerance, geometric tolerance and shear surface quality of fine stamping parts are much higher than those of ordinary blanking parts. Fine blanking technology plays a great role in the field of automobile parts manufacturing.
Application of fine blanking
Many stamping parts on the automobile are produced by this process, including rack, tooth plate and cam on the seat adjuster; Ratchet wheel, pawl, adjusting gear plate, pull arm, push rod, web plate, support plate, etc. in the braking system; Lock plate, card plate, safety block, etc. on the vehicle lock; Tongue, internal gear ring, pawl, etc. on the safety belt; Driven plate on clutch, etc; Shift fork on transmission, etc; Flange plate and thrust gasket of transmission system; Door window regulator toothed plate, etc.
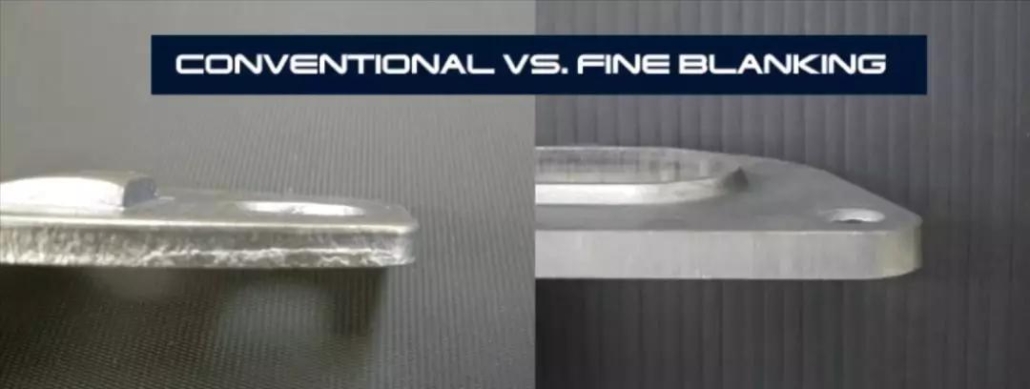
Characteristics of fine blanking
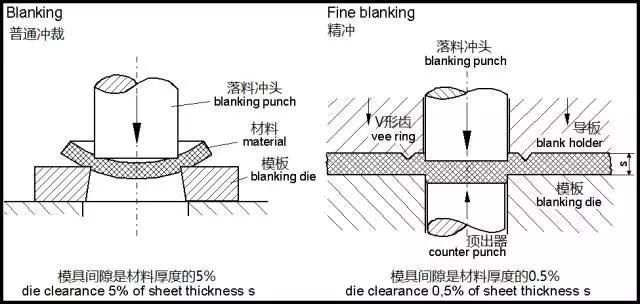
There are essential differences between fine blanking process and ordinary stamping process. Ordinary blanking controls the tearing of sheet metal in the blanking process, while fine stamping tries its best to restrain the tearing of sheet metal in blanking. It is always integrated before the parts are separated from the sheet metal, and the sheet metal is always in the process of plastic deformation in the process of fine stamping.
In order to achieve this goal, the V-shaped blank holder and reverse pressing plate press the sheet before blanking to prevent the internal and external metal sheets from moving during stamping.
In addition, with the small gap between the male and female dies and the appropriate small fillet of the female die, the three-dimensional compressive stress state of the local area of blanking is formed in the blanking process, so as to ensure the plastic deformation process of blanking. In addition, fine stamping material and lubrication state also have a great influence on the effect of it.
Fine spherical carbide with good plasticity, low deformation resistance, complete spheroidization, good dispersion and uniform distribution is most suitable for fine stamping. A good lubricant not only improves the quality of fine stamping parts, but also helps to reduce the wear of the die and improve the service life of the die.
Dies and equipment
The typical structures of precision die include movable convex pattern structure, fixed convex pattern structure and continuous precision die. Fine stamping process requires accurate blanking force, blank holder force and back pressure of fine stamping equipment.
Therefore, mechanical fine blanking press is generally used for mass production of fine stamping parts, but the investment cost of mechanical press equipment is high. Therefore, many manufacturers use hydraulic die base to fine stamping parts on hydraulic press. The hydraulic press has low cost and is suitable for the production of fine stamping parts with multiple varieties and small and medium batches.

